Introduction
Industrial Combustion sources such as thermal cracking furnaces and, process heaters play a critical role in the process industry. Because the large amount of fuel such as gas or fuel oil which is consumed in these processes, their combustion efficiency directly affects the performance and operational costs of the production facilities.
Incomplete combustion and the use of too much excess air can lead to higher level of toxic emissions such as CO (carbon monoxide), CO2(carbon dioxide), NOx (nitrogen dioxide), and SO2 (sulfur dioxide).
Challenges
Combustion requires fuel and air (oxygen), and insufficient air causes fuel residue, resulting in incomplete combustion with soot and smoke. On the other hand, excessive air caused problems, such as a larger amount of exhaust gas and heating of excessive air, resulting in lower fuel efficiency. Figure 1 shows the principle of the air-fuel ratio and state of combustion. The air-fuel ratio plotted on the horizontal axis shows the ratio of actual supply air to the theoretical amount of air required for fuel combustion (theoretical air amount).
For combustion furnaces such as heating furnaces and boilers in plants and factories, small-scale controllers such as single loop controllers are employed to optimize the air-fuel control ratio for improving the combustion efficiency. In large combustion furnaces, distributed control systems (DCS) and advanced control (multivariable predictive control, etc.) are used. These mainly control the air-fuel ratio and internal pressure of the furnace to prevent CO, CO2 and NOx (nitrogen oxide) from being emitted and apply a cross limit circuit to prevent incomplete combustion while controlling combustion to maximize efficiency.

Figure 1 : Relationship Between Air-Fuel Ration and Heat Efficiency (Combustion)
Solution
Overview of the TDLS8000 Laser Analyzer
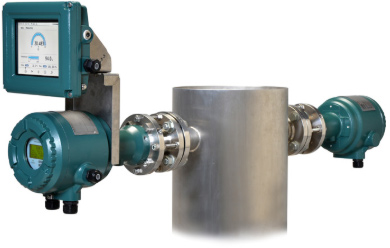
Figure 2 shows the appearance of the TDLS8000 laser analyzer. This analyzer measures the process gas component concentration using tunable diode laser absorption spectroscopy (TDLAS), which measures molecule-specific optical absorption spectra. Figure 3 shows an example of using the TDLS8000 to measure the concentration of flue gas.
To measure spectra, we employ our originally developed peak area method for accurate measurement even in process environments where the composition, pressure and temperature fluctuate simultaneously. The TDLS8000 suffers no component interference owing to its high spectrum measurement resolution and is directly installed in a process enabling the laser beam to travel through the process windows in a non-contact measurement as shown in Figure 3.

Figure 3 : Installation Example of the TDLS8000
The specific process gas of interest can be reliably measured in near real-time (5 seconds) and at high speed even in high temperature (Max. 1500ºC) or corrosive environments. This advantage enables analysis signals to be utilized directly for process control and management systems, and the TDLS8000 has been rapidly introduced in various industries such as refineries, petrochem, iron and steel and thermal power generation to achieve process improvement and safe operation.
Measurement of O2 and CO Concentrations in Combustion Gas by the TDLS8000
Figure 4 shows an example of using the TDLS8000 analyzer to measure O2 and CO concentrations in a combustion furnace. This example shows that concurrent measurement of O2 and CO concentration while gradually and manually reducing the amount of air supplied to the burner. This experimental data describes the situation; CO generation begun nearly at the O2 concentrations of 2% and sharply increased at the concentration of almost 1.5%, resulting in incomplete combustion, then by increasing the amount of air supply to avoid incomplete combustion, the O2 concentration rapidly increased and the CO concentration decreased again, resulting back to complete combustion. This data also indicated that the CO concentration increased from 100 ppm to 4,000 ppm in just a few minutes.

Figure 4 : O2 and CO Concentration Changes in a Combustion Furnace at Low Oxygen Concentration Operation
Air-Fuel Ratio Control Utilizing CO and O2 Concentrations
According to Lyman F. Gilbert, the CO concentration in the optimum combustion zone (having the highest heat efficiency per unit amount of fuel) is around 200 ppm irrespective of fuel types and devices. However, CO concentration increases rapidly once it has broken through as shown in Figure 4. Thus, either a stable combustion must be kept with sufficient supply of air or a control system must monitor the CO concentration in real-time and keep it constant at a relatively low level.
The amount of air supplied to a burner is controlled by two methods: using a forced draft fan (FD) and damper as shown in Figure 5, or using natural air intake by controlling the opening degree of the damper of an induced draft fan (IDF). The O2 and CO concentrations are measured by the TDLS8000 at the entrance of the flue and then supplied to the control system. The measured CO concentration can be used for combustion control by two methods: controlling O2 when the O2 concentration exceeds a prescribed value and overriding to CO control when the O2 concentration falls below the value, or giving a CO concentration bias (compensation) to the O2 concentration.

Figure 5 : CO and O2 Control System for Combustion Furnaces
Estimation of Economic Effects by Air-Fuel Ratio Improvement
Because the fuel required for generating the same amount of energy can be saved by lowering the set value of O2 concentration in exhaust gas when performing air-fuel ratio control, the direct economic effect by the decrease of O2 concentration in exhaust gas can be estimated. As the economic effects by the improvement, reduction in fuel cost which can be achieved by reducing the excessive O2 while keeping the furnace temperature constant is calculated. Table 1 summarizes a calculation example.1
Table 1 : Example of Economic Effect Calculation by Reducing Excessive Oxygen

*1: Assume to be constant, though it varies depending on the temperature, CO2 concentrations, etc.
*2: (m-l)*A0 is air volume not used for combustion
This example shows a trial calculation for 0.5% reduction of excessive oxygen in the heating furnace of a petroleum normal pressure distillation apparatus(topper) which process oil of 100,000 barrels per day. The result indicates a fuel saving of about 240 kiloliters, worth $113,000 per year assuming a price of $470 per one kiloliter fuel oil.
Furthermore, by reducing the amount of fuel used, CO2 emissions can be reduced. The carbon emission per one kiloliter of fuel is about three tons, so CO2 emissions are reduced by 720 tons per year.
Safety Control by the TDLS8000
A burner management system (BMS) safely controls the burner of the combustion furnace and includes an interlock mechanism and a safety shut-off mechanism to prevent explosion. The BMS must comply with safety standards based on risk assessment such as the international standard (ISO12100) and the EU, USA and Japanese standards (EU standard: EN746, USQ standard: NFPA86, Japanese standard: JIS B9700).
Because the TDLS8000 monitors the CO concentration in near real-time, it increases the reliability of the safety system by inputting a signal of the detected CO concentration to the BMS and is expected for implementing the defined safety requirements. Figure 6 shows a typical system configuration in which the CO measurement capability is added to the BMS burner shut-off system. Yokogawa’s ProSafe-RS integrated safety instrumented system can be employed as the BMS.

Figure 6 : Safety Control in the Burner Control Equipment
In addition to the measurement of CO the TDLS8000 can accurately measure CH4 (Methane) levels providing an extra level of safety during start up where a flame out or a failed burner ignition can cause an explosion.
Conclusion
The TDLS8000 is attracting considerable attention from many refinery and petrochemical plants because it requires little maintenance and can measure the concentrations of O2/CO/ CH4 in the furnace in near real-time.
The technology for combustion efficiency optimization, by measuring O2 can CO concentrations in this application note was established more than twenty years ago.
The TDLS8000 provides a near real time measurement of O2/CO/CH4 in the radiant section of a large scale combustion furnaces and process heaters allowing process owners an unprecedented opportunity to optimize combustion.
Product Recommendations
TDLS 200 (O2/CO/CH4 analyzer)
Note: Various options are available please consult your local Yokogawa Sales Office for more information.
Notes
- Response time: 2-5 seconds
- Process pressure up to 20 bar
- Interference Free
- Process temperature up to 1500ºC
- TruePeak Measurement
- Optical Measurement- No sensor contact with process
References:
- Tsuneo, Hiraoka, “Reduction of Fuel Costs and CO2 Control for Packaged Boilers,” Yokogawa Technical Report, Vol. 44, No. 2, 2000, pp. 85-86 in Japanese
- American Petroleum Institute, “Instrumentation, Control & Protective Systems for Gas Fired Heaters”, API 556 2nd edition, April, 2011.
업종
-
석유화학
석유화학 업종 고객사의 요구는 매우 다양합니다. 경쟁이 치열한 오늘날의 시장에서 앞서 나간다면, 생산자는 품질과 생산성을 향상시키기 위해 노력하고 있습니다. Yokogawa는 이 분야에서의 오랜 기간의 광범위한 경험을 바탕으로 이러한 요구에 맞는 맞춤 솔루션을 제공합니다.
-
업스트림
업스트림(Upstream) 산업에는 유전 또는 해저의 원유 및 천연가스의 채취 및 생산을 위한 유정제어, 증류, 분리 및 제품 완성을 포함한 해상 및 육상 플랜트가 포함됩니다.
석유는 육상으로 옮겨져야 하는 관계로 운송 전에 분리 작업이 필요합니다. 1차 및 2차 분리 단계는 일반적으로 가스 흐름, 물 흐름 및 오일 흐름의 3단계로 분류됩니다. 가스 이동은 파이프라인을 필요로 하며, 이동하기 전에 상류 공정에서 분류 공정을 거치게 됩니다. 액체는 탱크 또는 파이프라인에 넣고 운송을 하므로 정확한 레벨 측정이 가능한 레벨계가 필요합니다.
-
오일 및 가스
Yokogawa는 해상 및 육상 시설에서 파이프라인, 터미널 및 심해 운전에 이르기까지 석유 및 가스 사업의 모든 부분에서 풍부한 경험을 보유하고 있습니다. 우리는 안전을 강화하고 정확하고 신뢰성 있는 운전을 보장하며 플랜트 효율을 높이는 솔루션을 제공합니다.
-
오일 및 가스관련 다운스트림
석유 및 가스 산업은 최근 몇 년간 어려움이 커지고 있습니다. 여기에는 처리할 원료의 변화하는 특성, 공정 설비 및 장비의 고령화, 에너지 비용의 상승, 정유 공장을 안전하고 효율적으로 운영할 수 있는 숙련 된 플랜트 운영자의 부족, 그리고 시장과 시장의 끊임없이 변화하는 요구 사항이 포함됩니다.
지난 수년간 Yokogawa와는 많은 어려움을 겪고 있는 산업 솔루션을 제공하기 위해 여러 다운스트림 회사와 파트너 관계를 맺어 왔습니다. Yokogawa의 VigilantPlant 솔루션은 플랜트 소유자가 플랜트 내에서 최대한의 수익성과 지속 가능한 안전을 달성하도록 도왔습니다.
-
전력
1970년대 중반, Yokogawa는 EBS 전기 제어 시스템 (EBS Electric Control System)의 출시와 함께 전력 사업에 진출했습니다. 그 이후로 Yokogawa는 전 세계 고객에게 최상의 서비스와 솔루션을 제공하기 위한 기술과 역량의 개발을 꾸준히 지속해 왔습니다.
Yokogawa는 역동적인 글로벌 전력 시장에서 더욱 적극적인 역할을 수행하기 위해 글로벌 전력 솔루션 네트워크를 운영했습니다. 이로 인해 Yokogawa 내에서 보다 긴밀한 팀워크가 가능해져서 글로벌 리소스와 업계 노하우를 하나로 모았습니다. Yokogawa의 전력 산업 전문가들은 각 고객에게 정교한 요구 사항에 가장 적합한 솔루션을 제공하기 위해 협력합니다.
-
정유
끊임없이 변화하는 시장에서 정유설비는 원유 처리 장치뿐만 아니라 이익센터로도 인식됩니다. 동시에 그러한 시설에서 안전의 필요성에 대한 각별한 인식이 있습니다. 계획, 스케줄링, 관리 및 제어를 포함하는 총 생산 솔루션은 수익성, 효율성 및 환경 보호를 위한 장기 목표를 달성하는 데 필요합니다. Yokogawa는 자동화 분야에서 수년간 축적 된 전문성을 바탕으로 보다 향상된 작업성 및 보다 깨끗한 세상을위한 효율적인 솔루션을 제공합니다.
-
특수화학 및 정밀화학
Yokogawa는 오랫동안 특수 및 정밀 화학 시장에서 고객을 지원해왔습니다. Batch 솔루션 설계의 복잡한 요구 사항을 이해하는 업계 전문가는 물론 업계 최고 수준의 안정성과 유연성을 제공하는 시장 선도 일괄 처리 솔루션을 사용하면 Yokogawa와의 파트너십에서 안전 및 규정 준수를 유지하면서 고객의 요구 사항을 충족시키는 제품을 생산할 수 있습니다.
-
해상플랜트 (FPSO FLNG & FSRU)
해상 탐사 및 생산에는 열악한 조건 아래 최대의 가동 시간이 요구됩니다. 유인 및 무인 시설에서는 신뢰성이 확보된 원격 모니터링 기능을 갖춘 안정적인 통합제어 및 안전시스템 (ICSS)이 필요합니다. Yokogawa는 모든 규모 및 복잡한 자동화 단계의 해양프로젝트를 수행하는 데 있어 최첨단 기술과 광범위한 경험을 보유하고 있습니다.
-
화력발전
석탄, 석유 또는 가스를 연료로 사용하는 화력발전은 전 세계적으로 대부분의 전력을 생산하고 있습니다.
Related Products & Solutions
-
In-Situ Gas Analyzer TDLS8000
Yokogawa의 새로운 TDLS™8000은 업계 최고의 기능을 전부 담았습니다. 이 플랫폼은 샘플 추출 및 컨디셔닝 장치의 필요없이 현장 측정을 위한 것입니다.
-
Tunable Diode Laser Spectrometer
Tunable Diode Laser Spectrometer (TDLS)는 빠른 업데이트 광학 분석 기능을 갖춘 레이저 기반 가스 분석기입니다.