By the way, what do you mean to do?
In the first part of this series we have dealt with clarifying what is meant by “optimisation” in this context and whether it is worth it to “optimise”. If you have come to an affirmative conclusion for yourself, the question now is what possibilities there are. The following presentation of options certainly raises no claim to be exhaustive, but is intended as a stepping stone and a source of ideas. Once again, the focus shall be on production, though the holistic concept of optimising all business areas must not be neglected.
What are the options for optimisation?
Before the plant is commissioned
It is clear that during the planning phase of a new plant, care must already be taken to design it optimally for its intended purpose. This means that the process and the design of the equipment must be selected as best as possible according to the prevailing requirements. It is also the right time to not only think about classic control matters (the process control system). Rather, opportunities that result from software solutions and IIoT should also be considered.
If possible, these should already be included in the design phase. For example, process simulations for case studies (e.g. which bottom of a column is optimal for inflow) or also for testing control strategies. With regard to new plants, we want to leave it at this. Because on the one hand, new plants are rather rare in Germany and “optimisation” is often only carried out after a plant is commissioned. Therefore, this article focuses on …
Plants in operation
For an existing plant, we want to work our way up from the field level. Some points are mentioned more than once because they apply as well in different areas. The division of the individual points into the levels and ISA95 levels are intended to provide a guideline. Some of these things may sound obvious to you, but everything contributes to “optimisation”. Some factors also determine the success of others. For example, an APC will never be able to develop its full potential if the control loops of the process control system are poorly adjusted. And rigorous on-line optimisation can only be as good as the data it receives from the field level, among other things.
Field level (L1 ISA95)
- Instrumentation that is sufficient and as precise as necessary
- Devices for on-line analysis instead of laboratory analyses, where this makes sense from a timing standpoint (soft sensors may be an alternative)
- Usage of “smarter” instrumentation within the IIoT framework
- Minimisation of effort for maintenance and upkeep using new methods/sensors
- Analysis, digitisation and automation of operating instructions and workflows, training
Process control system/safety-related control systems (L2 ISA95)
- Analysis, digitisation and automation of operating instructions and workflows, training
- Loop monitoring and tuning
- Alarm management/safety function management
- “APC”, meaning multivariable model predictive control in this case (MPC).
Its task is to improve the stability (regarding the control) of the plant.
This also includes moving the plant from one working point to another in the best possible way.
Operations management/MES (L3 ISA95) up to the ERP level (L4 ISA95)
Here the linchpin between production and planning, operations and management, etc. has developed over the years. This can be considered our first point of action. Because here all data/information converges and is then distributed again. The future will show the extent to which this remains the case with the rise in use of NOA/OPA and cloud computing. In general, however, it can be expected that the tasks will remain.
The historian
The classic historian of the process control system has developed into the PIMS (Process Information Management System) and often finds its place here. The foundation is the obvious task of collecting all the data. In the context of optimisation, it means a lot more, however. Data is not only collected, but forwarded to other systems/departments for further use and possibly already linked and processed. The job of the PIMS (or a similar system) is furthermore to ensure the principle of a “single truth”. Without applying this principle, optimisation becomes difficult or impossible.
Some solutions for “optimisation”
Rigorous on-line optimisation (often also referred to as “Real Time Optimiser” or RTO) are based on rigorous process simulations. They are used to calculate an optimal mode of operation, usually in the form of setpoint values. This happens on-line (using live data from the plant) and this information is then either transferred back to the plant as a closed loop (the setpoints are written directly into the DCS) or open loop (the values are merely displayed to the operator). Especially in this context it is often not very clear what is meant by RTO. Sometimes it is “merely” about using a higher-level system to ensure that several APCs are not “in conflict” with each other.
In the simplest case, tools for process data analysis can merely be tools that evaluate data and display them graphically in trends or as KPIs. Additional information can be generated here by simply linking data from different sources. This information can be used for optimisation or can directly support an operator when operating the plant. With the help of AI (Artificial Intelligence), the possibilities can be expanded. Where man is overwhelmed by the analysis of large amounts of data, even if merely faced with the question of how to evaluate a set of data, AI can help, for example, by pattern recognition, finding correlations and generating information.
Planning and organisation
Planning and organisation tools, such as LP Planner, support production planning and can be “fed” with results from the on-line optimisation. The electronic shift management as well as the evaluation of electronic shift books and other sources of information take place here. Generally speaking, many work processes and sets of information can be recorded and coordinated in digital form at this level. This also applies to the entire area of maintenance and repair or the laboratory, etc.
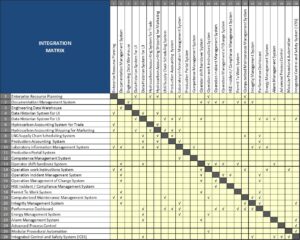
Since many departments and business areas are involved at this level, it makes a lot of sense to think about who needs to know what and how. Setting up an integration matrix is very helpful for this purpose, especially since it also provides valuable information to the area of security.
All levels (L1 to L4 ISA95)
As already mentioned above, interdepartmental thinking and acting play a major role. It is therefore an important task to clarify who needs to know what and in what form. Even if different tasks require different pieces of information. The principle of a “single truth” must not be called into question. For example, if maintenance and production planning are based on different information levels, this is certainly not optimal.
Since data flows move up and down through all levels, it is important to have and implement a security concept transcending all levels. In addition to the creation of documentation on methods and procedures, this also includes the design (such as demilitarised zones), the technical implementation as well as training and corresponding assessments. The following rule applies: As much security as necessary with as little effort as possible. Of course, this sounds a lot easier than it actually is. But security is inevitable when using and handling data.
Summary
Even this (incomplete) overview with a focus on production provides an idea of how many options are available. Especially when it comes to the interaction with other departments and areas. Therefore, a methodical and structured approach is essential. The motto is “Think of everything immediately, but do not do everything at once!” The latter, in particular, quickly leads to an overburdening.
As noted in the previous article, all of this looks a lot like digitisation. And somehow, at least in part, resembles Industry 4.0. We want to deal with this aspect a little in the next article. Don’t worry, we’ll make it short and sweet and look at it once from “above” and once from “below”.