Energie sparen
Energie ist teuer und daher will man möglichst wenig davon verbrauchen. In der Produktion ist man aber auch gezwungen, auf die Nachfrage flexibel zu reagieren und Qualitäten einzuhalten. Je nach eingesetzter Energie spielen auch Umweltaspekte eine Rolle. Gleiches gilt für die damit verbundene Reputation sowie die Kosten. Im 1. Teil diese Blogs haben wir uns mit einer kurzen Einführung in “APC/MPC” und in die “kryogene Luftzerlegung” eine Basis für den 2 Teil des Blogs geschaffen. Hier wollen wir einen Einblick bekommen, was die besonderen Herausforderungen beim Betreiben einer kryogenen Luftzerlegungsanlage (LZA/ASU) sind. Im anschließenden Webinar wollen wir dann sehen, wie man mit Hilfe von APC/MPC an einer LZA/ASU bei der Produktion Energie sparen und dabei weiterhin flexibel auf die Nachfrage reagieren kann ohne hierbei Abstriche bei der Qualität zu machen.
JETZT MIT EINEM KLICK AUF DIE GRAFIK FÜR DAS KOSTENFREIE WEBINAR ANMELDEN

Herausforderung LZA/ASU
Die besonderen Herausforderung beim Betreiben einer LZA/ASU sind dreierlei, natürliche, Nachfrage/Energie bedingte und Prozess bedingte.
1. Die natürliche Herausforderung
…liegt in der Zusammensetzung der Luft, den Verunreinigungen wie Feuchtigkeit, Staub und andere sowie der Lufttemperatur.
-

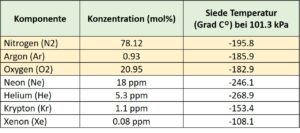
Zusammensetzung von Luft – hinzu kommen Verunreinigungen wie Feuchtigkeit, Staub, Kohlenmon-/dioxide, Stickstoff Oxide etc. Stickstoff ist im Überfluss vorhanden, andere Gase kommen deutlich weniger oder nur in Spuren vor
- Verunreinigungen müssen vorab entfernt werden
- Änderungen bei der Feuchtigkeit und Temperatur muss entgegen gesteuert werden
- die Siede Temperaturen liegen sehr niedrig (die gängigsten zwischen -183 bis -196 Grad Celsius bei Umgebungsdruck)
2. Die Nachfrage
…nach den Produkten (N2 vs O2) variiert häufig. Nicht nur nach dem spezifischen Gas selbst sondern auch in welcher Form es verlangt wird, flüssig oder gasförmig. Zunehmend spielt der Energiepreis eine Rolle (Luftzerlegung ist Energie intensiv). Von ihm kann abhängen, wann ich die LZA/ASU mit welcher Last fahre.
3. Die große Herausforderung am Prozess
…sind seine Multivariabilität und die langen Reaktionszeiten.

Als Beispiel für die Multivariabilität sei die “Bubble Purity” (%O2) bei der Argonkolonne genannt. Diese hängt von vielen unabhängigen Variablen, wie dem Luftdurchsatz, den N2- und O2-Produktraten dem Ausgangsdruck des Booster-Kompressors etc. ab. Die langen Reaktionszeiten kommen durch die großen Flüssigkeitsmengen im Sumpf der Kolonne, auf den Böden und an anderen Stellen zustande. Dadurch kann es mehrere Stunden dauern bis sich, nach einer Änderung der Betriebsbedingungen, wieder ein stabiler Zustand einstellt. Gründe für einen geänderten Betrieb gibt es, wie wir gesehen haben, mehrere:
- Wir haben gesehen, dass sich die Feuchtigkeit und Temperatur der Luft ändert. Wie bei Verunreinigungen der Luft wird auch die Feuchtigkeit in einer Vorbehandlung “entfernt”. Hierfür werden häufig Molekularsiebe eingesetzt die in einem bestimmten Rhythmus regeneriert werden müssen. Hierbei kommt es zum sogenannten Heat Bump dem gegenzusteuern ist.
- Änderungen bei der Nachfrage und oder Energiepreise führen zu anderen Betriebsbedingungen
- Besitzt die LZA/ASU auch eine Argonkolonne so ist diese sehr empfindlich gegenüber eines Stickstoffdurchbruchs. Zudem kann die Reaktionszeit der Argonkolonne leicht 10 Stunden oder mehr betragen.
Zusammengefasst stellt das effiziente Betreiben einer Luftzerlegungsanlage hohe Ansprüche an ihre Bediener.
Was kommt als Nächstes?
In Teil 1 des Blogs haben wir uns mit der kurzen Einführung in APC/MPC und der Arbeitsweise einer kryogenen Luftzerlegungsanlage eine Basis geschaffen. Im Teil 2 des Blogs haben wir nun auch einen Einblick in die Herausforderung beim Betreiben einer LZA/ASU erhalten. Was bleibt ist zu schauen, wie APC/MPC uns bei der Bewältigung der Herausforderungen unterstützen und dabei Energie einsparen kann. Dies werden wir uns im anstehenden Webinar ansehen.
JETZT MIT EINEM KLICK AUF DIE GRAFIK FÜR DAS KOSTENFREIE WEBINAR ANMELDEN
Energie sparen mit APC/MPC am Beispiel kryogener LZA/ASU – Teil 1 von 2
“Sustainability Efforts Link Supply Chain” – lesenswerter Artikel von Seán Ottewell
Verunreinigungen während pH-Messungen in Salzlösungen vermeiden